




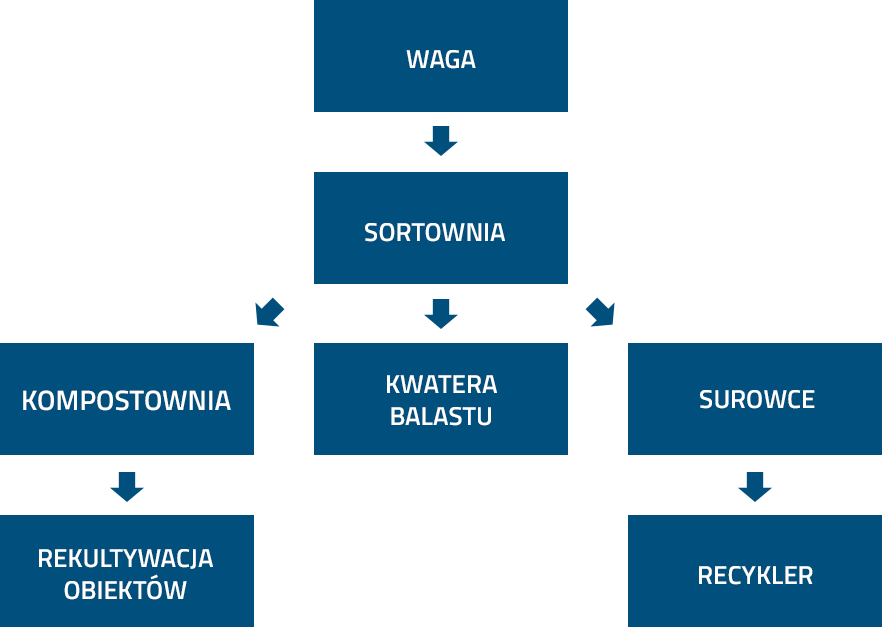
Waga
Wszystkie odpady dostarczone do zakładu są ważone i klasyfikowane. Wagę odpadu uzyskuje się po dwukrotnym zważeniu pojazdu: z odpadem oraz po jego zdeponowaniu. Pracownik wagi na podstawie informacji o rodzaju przywiezionego odpadu oraz kliencie (mieszkaniec, przedsiębiorca, przewoźnik, recykler itd.) decyduje o dalszym postępowaniu: przygotowuje wymagane dokumenty, pobiera opłatę zgodnie z cennikiem, kieruje kierowcę pojazdu w odpowiednie miejsce na terenie Zakładu itd.